 DEVAN ENCE
.
February 20, 2024
.
How to
DEVAN ENCE
.
February 20, 2024
.
How to

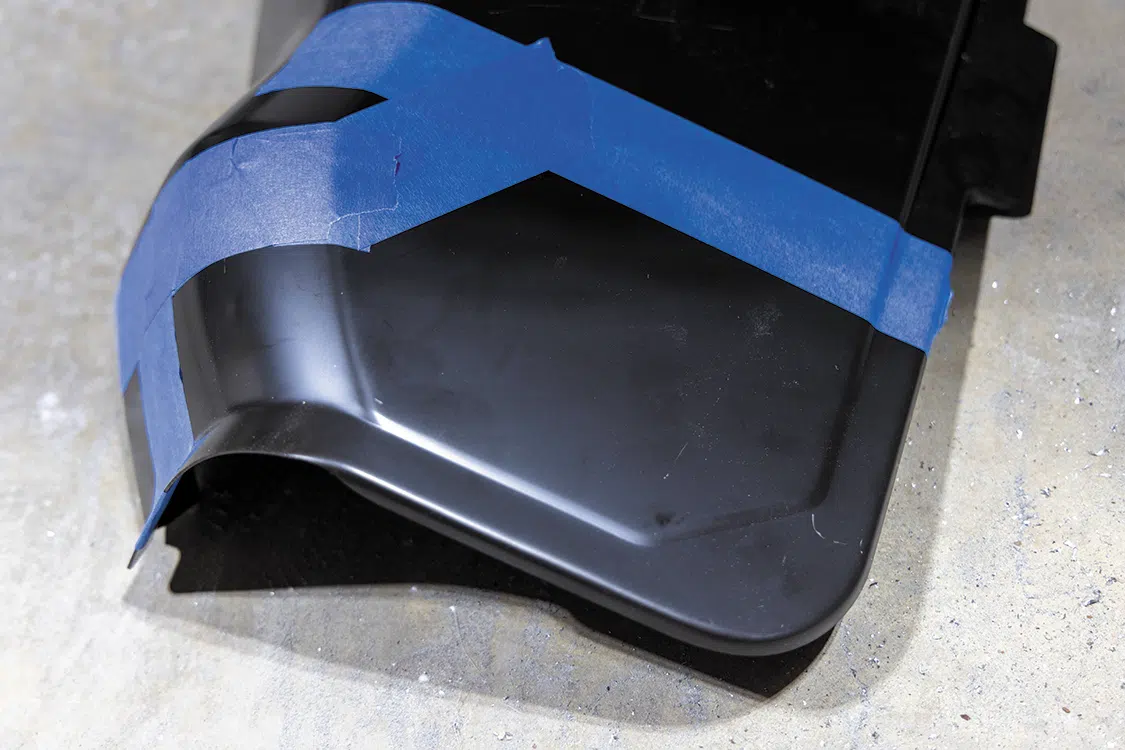
As we all know rust repair is all part of the process when restoring an old truck, especially when it’s a dentside cab corner. When I look at tackling the rust repair in this area I only look to replace the bad metal and retain as much of the factory metal as possible. By doing this, sometimes you can avoid having to mess with body lines and you can save yourself some time during the bodywork portion of the build. The biggest thing to be aware of when you are doing a cab corner is you want to have the doors on and gapped correctly so your body lines will flow correctly. Also, make sure the new replacement panel you are cutting in fits well and to take your time welding it in to avoid warping the metal around the patch.
In this article we will go through the steps I use when I am replacing a cab corner in a ‘73-’79 Ford truck. I hope this helps some of you when you go to work on your build.


















Share Link