1959 Chevy Apache Body Restoration | Project Burnadebt Part 1
Jason Chandler . November 26, 2021 . Blood Sweat and Gears
Share Link
Save ArticleLogin to save it
Of the numerous attributes of steel, the major component used in producing the beloved street trucks we cherish, one downside is that it will rust. And if the truck you’re driving or restoring is like most of the ones we’ve seen lately, chances are it suffers from a rust hole or two in one of the panels, cab corner or rockers. Even with the best prepped and painted truck on the road, a small chip from road debris or a little rock popping up to chip the paint on your pride and joy can lead to a rust-through on a panel if left untreated.
But don’t worry—treatment is but a click away. With the help of some of your friends, you can approach these repairs yourself at home.
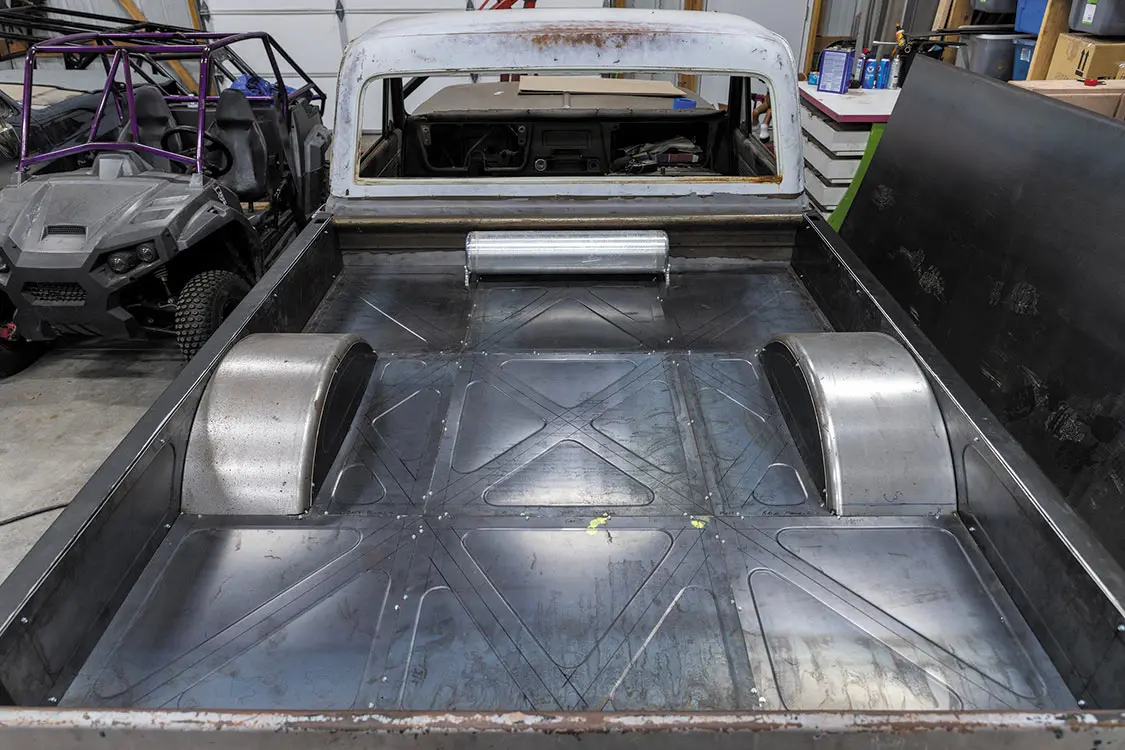
Let me introduce you to Project Burnadebt. A long-term venture of ST contributor Eddy Cebreco, this truck has seen its fair share of setbacks, project jail, and numerous shops here and there over the years. Sound familiar? Hopefully it doesn’t. But in case you have been in similar situations, we are here to hop up your hope with the resurrection of this project that we plan to see to the end.
Our first stop is to get this ’59 Apache to the pros at Auto Metal Direct. And, with a ton of help of Jubee Mays of aMAYSing Metal Works, we will take you through some basic metal repairs and even get into some major surgery on this hopeful Chevy truck. So stayed tuned for future issues showing you an in-depth look at the metal repair process and how a certified muscle car and truck body repair technician approaches the repairs with the home tech in mind.
Our first task at hand is to knock out the fender rust. We decided that we would go after this area first for a couple of reasons. This is something you can repeat at home with great results. The lower fender is a common area for rust, and the repair process can easily be translated to other areas like the bedsides and cab corners. The basic repair principles cross over to other areas.
Lastly, we went with the fender repair to give us a quick feeling of accomplishment before we tackled the main area of contention: the mess of a cab with previous repairs and patches that are all in need of a desperate redo. The cab is a dumpster fire that will require major surgery. But before we head down that road, let’s tackle the fender patches and get that out of the way.
As you can tell, project Burnadebt came in ready for a redo. The lower fenders were taped on to keep them from flapping during transport. The lower fender bolts are stripped and broken. All of this will be repaired.
Let’s clear out that tape and do an inspection. We do a quick visual inspection to confirm that we have received the correct repair patch and that it is damage free. The last thing you want to do is dive into a project and have the wrong parts.Jubee starts by scribing a mark to where the fender patch panel would extend. This gives him a reference of how much of a patch he has to work with if needed.Starting with the angle grinder and a Scotch Brite flap wheel, we dive in to to see just how bad the rusted area extends. This gives us the size of the area we will need to patch.Since we will not need to use the entire fender patch, Jubee measures the area and tapes off the patch to give him a workable size piece to repair the rust. The goal here is to leave as much of the original fender in place as possible. If your rust extends past the patch size, you are probably going to need a new fender.Using a metal cut-off wheel, Jubee cuts the patch down to a workable size patch more appropriate for the repair needed.Switch back to the angle grinder and prep the patch for welding using the same Scotch Brite flap wheel as before. AMD uses e-coat on most its parts to help prevent rust and corrosion prior to installation.Jubee marks the fender once again to give himself a guide of where to cut out the rust affected area.Be sure to check the back side of the area before cutting.
Our factory fender has a brace attached. This brace is not included in the patch so it will need to be saved.Proceed with cutting the fender. Keep in mind that you don’t want to cut through that brace layer on the back side. Take your time and watch your cutting depth.With the fender cut, Jubee peels back the rust area and finds some repairs from years past. The lower fender nut is gone—no wonder the truck came in all taped up. Plus, there is some prehistoric Bondo behind that rust. It’s gotta go.Jubee uses a wire wheel to clean the surface of the brace we are reusing.
Unlike previous repairs, we are going to get this one back to factory specs and take care of that stripped out lower fender nut. Using our air hammer, we knock off the square head nut and replace it with a new one.
We are using a rust inhibitor on the fender brace to prevent any further rust in the future. This will stop the rust. Be careful when brushing this on; it likes to eat concrete. Jubee keeps a paint cup handy to catch any run-off and save our garage floor.Once the rust inhibitor is dry, apply a coat of etch-thru primer for an added layer of protection against any further corrosion.Prep the area for welding. A slight bevel on the two mating surfaces will help promote a strong weld.Another pro tip: Jubee recommends testing your welder prior to installation of your patch. The remaining metal from the patch is a great test area. This will help you to get your wire speed and voltage right.
The secret to a good butt weld is a tight fit. Line up your patch and tack it into place. Jubee uses a small pointed flat-head screwdriver to adjust the patch as he moves across the panel. Continue to tack along the entire patch.Continue to weld the patch in small strips, using your air gun to cool the welds in between. This will go a long way in preventing warpage and overheating the area.The patch was designed to install in the same manner as the factory fender skin. Using a hammer and dolly, Jubee wraps the edge of the fender around the brace as it was from GM.
Using the grinding rock, Jubee knocks the weld down. The trick is to get it close to the surface without going in too far. A little above the surface is ideal.
With the weld knocked down, we use the 36-grit flap disc. We are blending the area above and below the weld into one. Move out from the weld line and sand the areas without going too deep. Flush is the goal.
Switching to a 80-grit disc, we move a little farther out from the weld line and blend more. We are shooting for a flush blend.
A final pass with our Scotch Bright wheel should get the panels to an excellent fit. We did notice a pin hole that came up during the blending process. If you run into this like we did, weld it up, pass over the new weld with the same sanding process. Easy fix, especially with all your stuff already out.
With the patch installed, we finish of the edges with some slight hammer and dolly work and sheetmetal pliers to get that factory edge around the wheel well.A quick coat of primer seals the patched area and shows off that factory fender line.
We use cookies to enhance your browsing experience, serve personalized ads or content, and analyze our traffic. By clicking "Accept All", you consent to our use of cookies. Visit our Cookie Policy for more info.
 Jason Chandler
.
November 26, 2021
.
Blood Sweat and Gears
Jason Chandler
.
November 26, 2021
.
Blood Sweat and Gears

















































Share Link